Alternativ för stålanodisering: Precisionsbearbetning av ytbehandlingslösningar för svartoxidbeläggning
Inom snabb prototypframställning och precisions-CNC-bearbetning får vi dagligen RFQ:er från ingenjörer runt om i världen. Oftast är teckningarna tydliga och entydiga att tänka på. Men ibland finns det situationer som kan förvandla delar till skrot – som dagens exempel: ett ytbehandlingskrav som är fysiskt omöjligt att uppnå, anodisering på ståldelar.
Detta projekt kom från det europeiska industriella mekaniska monteringsfältet och involverade två delar som krävde karburering och avhärdning: Rockwell-hårdhet HRC 56±2, effektivt härdat lagerdjup 0,3+0,1 mm, allmän tolerans enligt ISO 2768-f, och ritningen som uttryckligen krävdes: "Ytfinish: Svart anodisering."
För många maskinverkstäder som saknar djup ingenjörserfarenhet kan de helt enkelt ge en offert och sluta med att producera skrot. För stål kan inte använda den standardiserade aluminiumanodiseringsprocessen. Direkt anodisering skulle leda till produktavvisning och prestandamisslyckande.
I denna artikel kommer vi att dela hur Brightstar Prototype CNC Co., Ltd använder professionell ytbehandlingsteknik för att rätta till missförstånd i kunddesignen och erbjuda genomförbara alternativ.


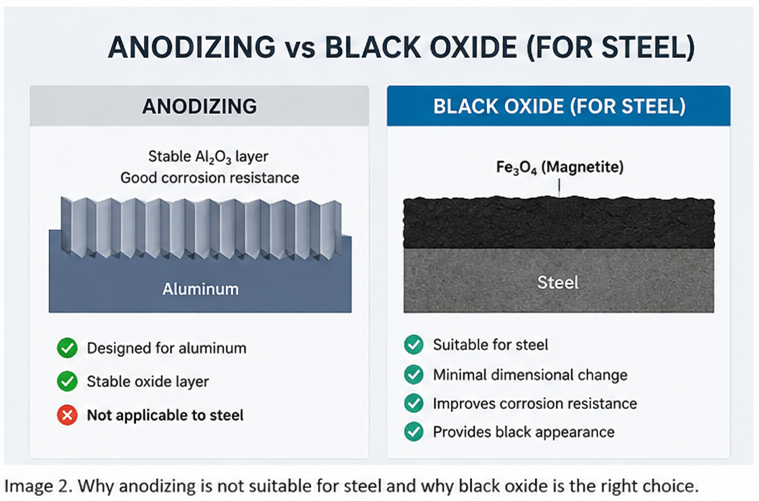
När "anodiserande" förekommer på stålritningar
Vissa designers och produktingenjörer arbetar mycket med aluminium under långa perioder. Anodisering ger aluminium en vacker svart färg, utmärkt slitstyrka och korrosionsbeständighet. Som ett resultat kan tröghetstänkande leda till att specificera "Ytfinish: Anodisering" när de senare byter till att designa höghållfasta stålkomponenter.
Kärnprincipen för anodisering är att placera metallen som anod i en elektrolytlösning och applicera ström för att orsaka en oxidationsreaktion på dess yta, vilket skapar en metalloxidfilm. Den anodiserande elektrolyten och parametrarna är utformade för aluminiumoxidfilm (Al₂O₃). Vid anodisering genererar aluminium Al₂O₃ (aluminiumoxid), som har en tät, stabil struktur och stark vidhäftning till det underliggande aluminiumunderlaget. Men när stål placeras i samma bad genererar järnelementet i stål en blandning av FeO, Fe₂O₃ och Fe₃O₄ under anodiserande förhållanden. Oxidlagret är löst, sprucket och kan inte bilda en tät skyddande film; istället bildar den lösa, lättflagbara korrosionsprodukter. Det är därför stål inte kan anodiseras. Om man försöker "anodisera" med våld kommer stålytan inte att uppnå önskat utseende och prestanda, och bli skrot.
Den verkliga kostnaden för ytbehandlingsfel
Enligt en undersökning av Society of Manufacturing Engineers (SME) är cirka 23 % av alla orsaker till bearbetningsskrot relaterade till felaktiga ytbehandlingsspecifikationer. I den snabba prototypfasen förlänger designomarbeten orsakad av material-process-mismatchningar projektets ledtider med i genomsnitt 5–8 arbetsdagar.
Brightstar Korrekt Ytbehandlingsbeslutsväg
Följande diagram visar beslutslogiken som Brightstars ingenjörsteam följde när de mottog en ritning av detta projekt med "stålanodiserings"-krav:

Detaljerad lösning av svartoxidbeläggning för stål
När en kund insisterar på en "svart" färg och materialet är stål (såsom Q235B, 59CrV4), rekommenderar vi ytbehandlingen svart oxid, ibland även kallad "blackening".
Varför välja svart oxid?
Principen för stålsvartning (svart oxid) är följande: ståldelen sänks ner i en het alkalisk oxiderande lösning (vanligtvis innehållande natriumhydroxid och natriumnitrit) vid cirka 140°C. Under oxidationsmedlets verkan genererar stålytan en tät magnetittunnfilm (Fe₃O₄). Kärnreaktionen är: järn reagerar med natriumnitrit i en alkalisk miljö, först bildar natriumferrit (Na₂FeO₂) och natriumferrat (Na₂Fe₂O₄), som sedan hydrolyserar till svart Fe₃O₄-utfällning som fäster stadigt vid arbetsstyckets yta och skapar en tät svart skyddsfilm. Detta gör den särskilt lämplig för ytbehandling av precisionsståldelar.
Även om både stålanodisering (försök) och stålsvartning slutligen ger samma kemiska sammansättning, Fe₃O₄, är "formationsmetoden" och "filmstrukturen" helt olika, vilket resulterar i mycket olika prestanda. Under sura anodiseringsförhållanden (som leder ström genom stålytan som en anod), förutom att bilda Fe₃O₄, sker en våldsam syreevolutionsreaktion samtidigt, där gasbubblor ständigt påverkar den växande filmen och skapar genomgångshål och mikrosprickor. pH-värdet i anodregionen sjunker kraftigt, och Fe₃O₄ är instabilt under starkt sura förhållanden, vilket delvis löser upp sig och ytterligare förstör filmens integritet. Till skillnad från detta sker kemisk svartning i en het, koncentrerad alkalisk miljö, vilket gör att Fe₃O₄ kan växa genom "in-situ långsam omvandling" genom oxidations-reduktionsreaktioner, utan bubbelslag och utan upplösning, vilket ger en tät, intakt och starkt häftande Fe₃O₄-skyddsfilm. Enkelt uttryckt: Fe₃O₄ som bildas genom svartfärgning är ett tätt skyddande lager som "växer" på plats; den Fe₃O₄ som anodiseringen försöker bilda är ett löst rostlager som "sprängs isär" av syrebubblor. Samma komposition, annan struktur, motsatt framförande.
Varför välja svartoxidbehandling för ståldelar
Naturligtvis finns det, förutom anodisering, många andra ytbehandlingsmetoder för stål. Så varför valde vi svart oxid? Eftersom för de flesta härdade ståldelar som kräver svart utseende och måste hålla snäva toleranser (som detta projekt), är svartoxid mer ingenjörsmässigt lämpligt än någon färg eller beläggning.
Datajämförelse: Svart oxid vs. andra ytbehandlingsalternativ
För att hjälpa kunder att förstå varför vi rekommenderar svartoxid har vi tagit fram följande jämförelsetabell:
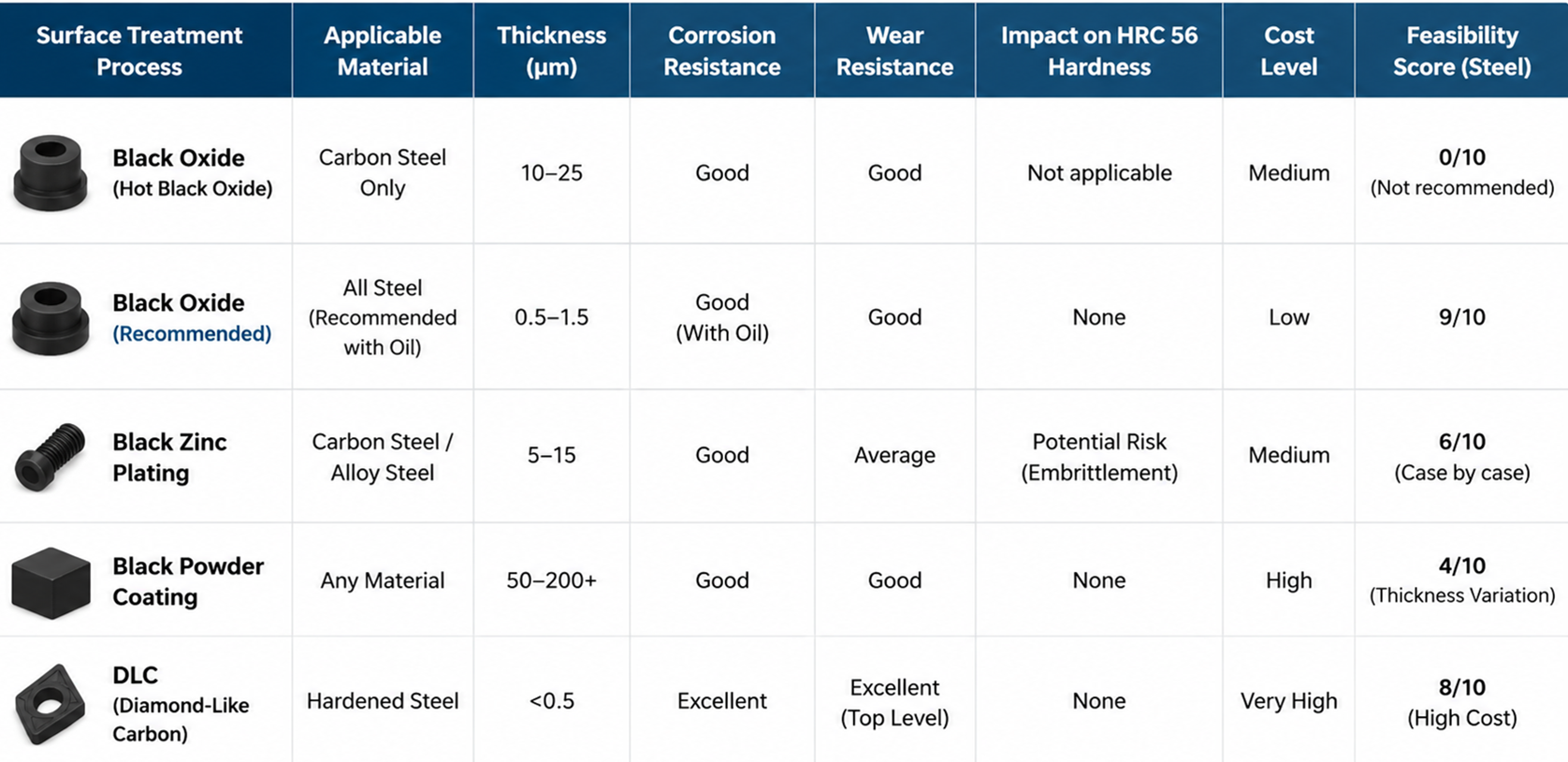
Från denna tabell vet vi att svartoxid uppnår den bästa balansen mellan dimensionell noggrannhet, kostnad och processkompatibilitet.
Brightstar Fallstudie: Att upprätthålla tolerans för HRC 56±2 och ISO 2768-f – inklusive ytbehandling av svart oxid
Utmaningar
Delar efter karburering och härdning är benägna att bli ovala eller deformationskontrollerade (deformationskontroll).
59CrV4-material är känsligt för ytdefekter.
Svartoxid måste appliceras på slutdimensionerna utan någon omarbetningsmarginal.
Vår genomförandeprocess
Teknisk översikt: Fann att anodisering var ogenomförbart och rekommenderade proaktivt att byta till svart oxid.
Optimering av värmebehandling: Använde lätt kompenserat bearbetningsmaterial (fördeformationskontroll). För Q235B-delen lämnade vi 0,2 mm kolv innan förgasning, sedan precisionsslipning till slutlig tolerans efter härdning.
Justering av processsekvenser: Grovvarvning/fräsning → karburering och härdning till HRC 56 → precisionsslipning av kritiska sammanfogningsytor → svartoxid → slutlig rengöring och förpackning.

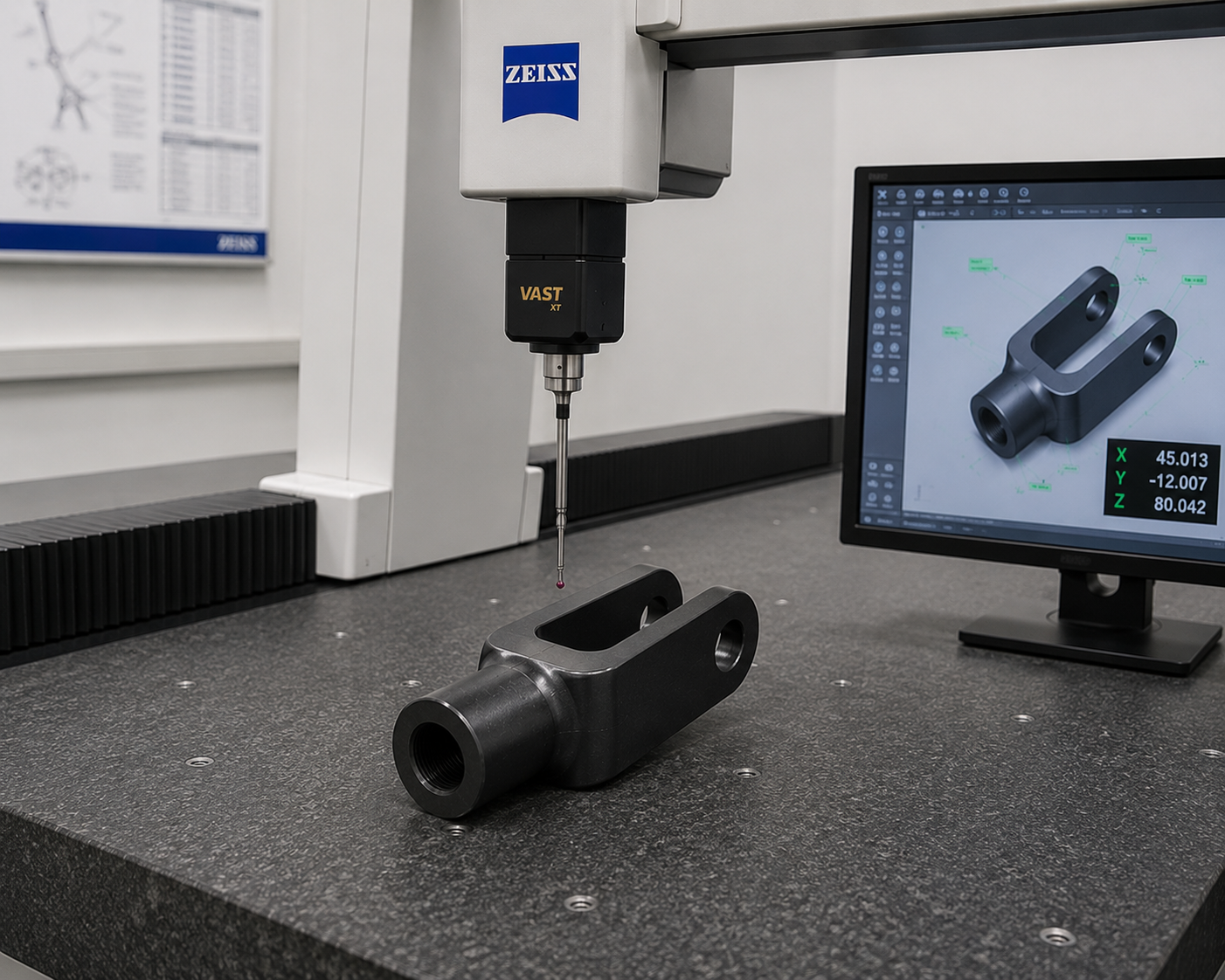
Kvalitetsinspektion: Använde Vickers hårdhetstestare för att verifiera ett effektivt härdat lagerdjup på 0,35 mm (uppfyller 0,3+0,1); CMM-mätningar bekräftade att alla mått uppfyllde ISO 2768-f tolerans för medelkvalitet.
Slutresultat
Hårdhet: HRC 56±2 (utmärkt enhetlighet)
Utseende: Enhetlig djupsvart, matt, utan fläckar
Montering: Utrymmet uppfyllde fullt ut kundens monteringskrav
Kundfeedback: Ytfinishen uppfyllde förväntningarna.
Brightstar Prototype CNC Co., Ltd – Din partner inom ytbehandlingsteknik
Brightstar Prototype CNC Co., Ltd är certifierat enligt ISO 9001:2025 kvalitetsledningssystem. Vårt ingenjörsteam har över 10 års erfarenhet av precisionsbearbetning och snabb prototypframställning, med specialisering på komplexa projekt som involverar material-process-mismatcher, snäva toleranser och speciella ytbehandlingar.
De industrier vi betjänar inkluderar bilkomponenter, industriella maskiner, medicintekniska produkter, robotik och mer. I genomsnitt hjälper vi globala kunder att undvika över 50 potentiella problem orsakade av designspecifikationsfel varje år.

FAQ: Vanliga ingenjörsfrågor om behandling av stålytor
F1: Kommer behandling med svart oxid att ändra delens dimensioner?
S: Knappast. Tjockleken på svartoxidbeläggningen är endast 0,5–1,5 μm, vilket är betydligt tunnare än andra ytbehandlingsprocesser (t.ex. zinkplätering: 5–15 μm, pulverlackering: 50+ μm). Därför är den särskilt lämplig för delar som kräver snäva toleranser såsom ISO 2768-f, utan behov av sekundärslipning efter ytbehandling.
F2: Påverkar svartoxid stålets ursprungliga hårdhet eller värmebehandlingsresultat?
S: Nej. Svartoxidprocessens temperatur är cirka 140°C, vilket är långt under stålets tempereringstemperatur (vanligtvis över 200°C). Därför kommer det inte att förändra HRC 56±2-hårdheten eller påverka det effektiva härdade lagrets djup. Detta skiljer sig från processer som kräver höga temperaturer eller sura miljöer, såsom vissa beläggningar eller anodisering.
F3: Min del är 59CrV4 fjäderstål. Kommer svart oxid att orsaka väteförsprödhet?
S: Nej. Svartoxidprocessen genererar inga vätejoner och utgör ingen risk för väteförsprödhet. Om inläggning eller elektroplätering (t.ex. zinkplätering) används är det obligatoriskt att baka vid 200°C i över 4 timmar efter plätering (väteavlastning). Vi specificerar detta tydligt i vår processplanering.
F4: Vad är den maximala storleken på ståldelar du kan hantera?
S: Vår CNC-utrustning kan bearbeta ståldelar upp till 1200 x 800 x 600 mm för en enda del. Ytbehandling (svartoxid) kan stödja delar av vilken storlek som helst inom detta hölje.
Låt inte din nästa prototyp fastna vid ytbehandling
Låt inte ett "omöjligt processkrav" hindra din produktutveckling. På Brightstar Prototype CNC Co., Ltd gör vi mycket mer än bara att skära metall:
Gratis recension av ingenjörsvetenskap: Skicka in din ritning (material, tolerans, ytbehandlingskrav), så analyserar vi dess tillverkningsbarhet inom 24 timmar.
Förslag på proaktiv optimering: Om vi hittar ett problem som "stålanodisering" tillhandahåller vi formell teknisk dokumentation med alternativa lösningar.
Snabb prototypframställning: I kombination med våra snabba prototyptjänster kan vi leverera kompletta lösningar från värmebehandling till svartoxid på så lite som 7 dagar.
Agera nu:
Skicka din RFQ eller teckning till ann@brightrapid.com
Eller besök vår webbplats: https://www.brightrapid.com
Låt professionell ytbehandlingsteknik skydda dina precisionskomponenter.
Upphovsrättsmeddelande: Denna artikel är original från Brightstar Prototype CNC Co., Ltd och baseras på ett verkligt projektfall. Datajämförelser kommer från interna tester och offentliga branschstandarder (ASTM B117, ISO 27830). Obehörig reproduktion är förbjuden.
Referenser
1. Enligt ASM-handboken, volym 5: Ytteknik, "bildar järn och dess legeringar under sura anodiseringsförhållanden instabila, porösa och generellt icke-skyddande oxidationsprodukter, som skiljer sig helt från den täta aluminiumoxidfilmen på aluminium. Därför används anodisering inte kommersiellt för att behandla stål." — ASM International, 1994, s. 482.
2. SME (Sällskapet för tillverkningsingenjörer). "Kvalitetskostnadsundersökning inom ytteknik", 2022. s. 45.