Precisionsbearbetning av prototyper av hög kvalitet med utmärkt ytfinish
01 Strängt test av Ra0.8 ytråhet för högpresterande prototyper
Inom precisions-CNC-bearbetning och snabb prototypframställning är ytbehandling aldrig en överflödig estetisk detalj, utan en kärnindikator som avgör produktens textur, varumärkets rykte och marknadskonkurrenskraft. Vår långvariga partner Tysklands kund G, ett varumärke djupt engagerat i den exklusiva möbelsektorn, strävar efter ultimata produktdetaljer. Denna gång lade den tyska kunden G en specialbeställning hos Brightstar Prototype CNC Co., Ltd på 250 exklusiva prototyper av metallnyckelring, med strikta styva krav på ytgrovhet: ytgrovhet Ra ≤ 0,8 μm, medan vårt faktiska resultat var Ra ≤ 0,2 μm.
Denna standard är mycket högre än ytfinishen för konventionella bearbetade delar. För Tysklands kund G är denna sats nyckelringar kärntillbehöret i märkets exklusiva produktlinje, riktad till kvalitetsmedvetna konsumenter. Även mikronskaliga gropar eller hårliknande små repor skadar den övergripande texturen och undergräver den exklusiva image som märket byggt upp i åratal. Tysklands kund G kräver inte bara batch-efterlevnad, utan kräver också ingen avvikelse i ytfinish och utseende på varje färdig produkt. Den måste uppnå monteringsnoggrannhet och ha den unika spegeltexturen hos högkvalitativa möbeldelar, vilket innebär extremt stora utmaningar för bearbetning, slipning och kvalitetskontroll, och är också en teknisk utmaning som de flesta snabba prototyptillverkare på marknaden knappast kan uppnå stabilt.


02 Branschinsikter: Kärnvärdet av ytråhet i precisionstillverkning och industridata
Ytråhet (Ra-värde, dvs. aritmetisk medelavvikelse för profilen) är en kärnparameter för att mäta kvaliteten på precisionsbearbetade delar. Enligt den internationella standardiseringsorganisationen ISO 4287:1997 kvantifierar Ra-värdet den genomsnittliga höjdskillnaden för ytmikro-undulationer i förhållande till baslinjen. Ju lägre värde, desto slätare yta och processsvårigheten ökar exponentiellt. Inom avancerad konsumentelektronik, lyxtillbehör, flyg- och rymdteknik, medicintekniska produkter och andra områden har ytbehandling länge blivit en tröskel för branschens tillgång och nyckeln till varumärkesdifferentierad konkurrens.
Enligt branschdata från Global Precision Machining Technology Review 2024 har efterfrågan på spegelklassade prototyper med Ra ≤ 0,2 μm inom den exklusiva konsumentvarusektorn ökat med 37 % år för år, och mer än 68 % av högpresterande varumärken tar ytgrovhet som en kärnfråga vid leverantörsval; Ra0,8 μm är en högprecisionsbearbetande standard, och för att uppnå ultraprecisions ytfinish med Ra ≤ 0,2 μm krävs professionell sliputrustning, skickliga tekniker och ett komplett processkvalitetskontrollsystem, och mindre än 20 % av tillverkarna av precisionsbearbetning har stabila leveransmöjligheter.
När det gäller produktvärde medför slutlig ytfinish tre grundläggande fördelar: för det första förbättrar utseendets textur, spegelkvalitetsyta kan framhäva produkters högkvalitativa positionering, i linje med kvalitetskraven från varumärken som Tysklands kund G; för det andra, förbättra hållbarheten, släta ytor minskar föroreningars vidhäftning, slitage och korrosion samt förlänger produktens livslängd; För det tredje, säkerställa monteringsnoggrannhet, mikronnivåyta med precisa mått säkerställer tät montering av tillbehör och förbättrar produktens totala stabilitet. Detta är den grundläggande anledningen till att den tyska kunden G väljer Brightstar som partner – vi uppfyller alltid vårt kvalitetsåtagande med ultrahöga standarder.

03 Lösning: Fullprocessstyrd precisionsbearbetning + slipningsprocess
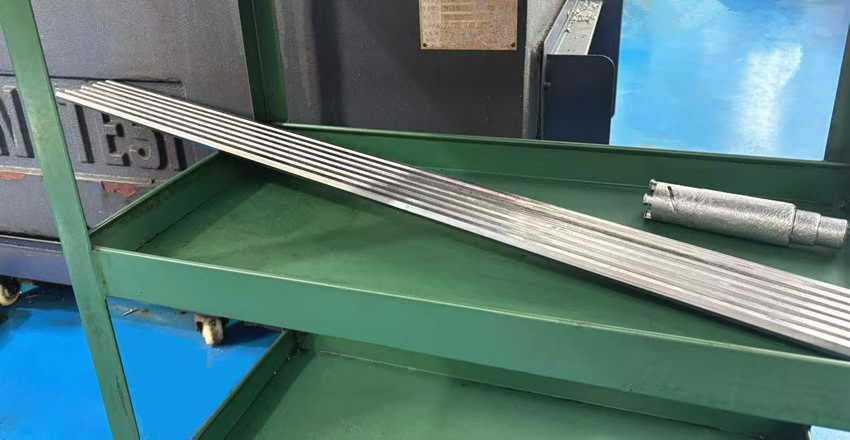
Som svar på Tysklands kund G:s strikta krav satte Brightstar Prototype CNC Co., Ltd upp ett dedikerat processteam, övergav omfattande processmetoder och antog en skräddarsydd lösning med "precisionsbearbetning + precisionsslipning i flera steg + fullständig kvalitetsinspektion". Från lagring av råmaterial till leverans av färdiga produkter kontrollerar varje länk precisionen strikt för att eliminera fel, och uppnår slutligen ytliga ytbeläggningar som vida överträffar kundernas förväntningar. Hela processen balanserar leveranseffektiviteten från snabb prototypframställning med kvalitetsstabiliteten i precisionsbearbetning, och anpassar sig perfekt till småbatcher, högpresterande specialanpassade scenarier.
Kärnprocessflödesuppdelning:
1. Optimering av ingenjörsarbete före projektet: Djupt knyta an till Tysklands kund G-team, demontera struktur, materialegenskaper och ytbehandlingskrav för nyckelringprototyper, optimera bearbetningsvägar, undvika verktygsmärken, spänningsdeformation och andra problem, förutse slipsvårigheter i förväg och formulera en flerstegs poleringsplan.
2. Högprecisions-CNC-bearbetning: Införa 5-axlig länkage CNC-bearbetningscenter, välja ultraprecisionsverktyg, strikt kontrollera skärparametrar, uppnå nästan nettobearbetning av form, minska efterföljande finish, minska risken för ytdefekter från källan och säkerställa dimensionsnoggrannhet och grundläggande planhet hos prototyper.
3. Graderad precisionsslipning och polering: Bryt den konventionella enkelslipningsprocessen, använd trestegsprocesser som grovslipning, finslipning och spegelpolering, byt gradvis ut ultrafinslipade material och utför manuell finbearbetning av skickliga tekniker med fokus på svårbearbetade delar som hörn och bågar för att eliminera bearbetningsspår och mikroutskott.
4. Högprecisionsinspektion av metrologi: Införa importerade kontaktprofilometrar för att upptäcka Ra-värden vid flera punkter i varje prototyp i strikt enlighet med ISO 4287-standarder, kompletterat med manuell fullständig inspektion med högpresterande förstoringsglas, dubbelkontroller för att förhindra att okvalificerade produkter går vidare till nästa process.

04 Fallöversikt: Fullständig genomgång av Tysklands kund G Keychain Prototype Project
Nyckelringsprototyperna som tillverkades för Tysklands kund G denna gång är ett typiskt småserie-, högprecisions- och högutseendekrav snabbprototypprojekt, som följer kvalitetskonceptet "kompromissa aldrig med kvaliteten, klara vår egen inspektion först innan vi når kunderna", och är också en sann skildring av vår "obsessiva kvalitetskontroll".
Projektets kärnparametrar:
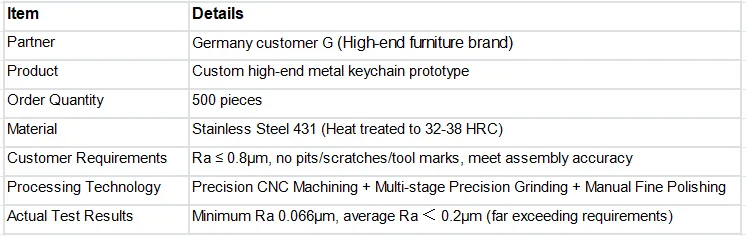
Under projektmarknadsföringen lättade vi inte på standarderna på grund av den lilla beställningsvolymen. Efter den initiala bearbetningen genomförde kvalitetskontrollteamet strikt 100 % fullständig inspektion, kontrollerade ytdefekter en efter en och fann att 132 prototyper hade små gropar och repor. Även om dessa fel inte påverkade monteringen, påbörjade vi ändå resolut omarbetningen, fräste om, slipade om och inspekterade alla okvalificerade delar på nytt. Slutligen sållades 118 produkter som kvalificerades från första serien, och de återstående 132 omarbetade delarna uppfyllde alla standarderna efter omförfining. Som vi sa internt: "Det finns inga kompromisser i kvalitet, bara kvalificerad och okvalificerad. Även om det bara finns mikronskaliga defekter kommer vi aldrig att låta dem gå till tysk kund G."
Efter upprepad felsökning av processparametrar och förfinade slipningsoperationer genomförde vi flera grupper av provtagningstester på de färdiga produkterna, och de faktiska mätuppgifterna översteg vida Tysklands kund G:s krav på Ra0,8 μm. De specifika uppgifterna är följande:

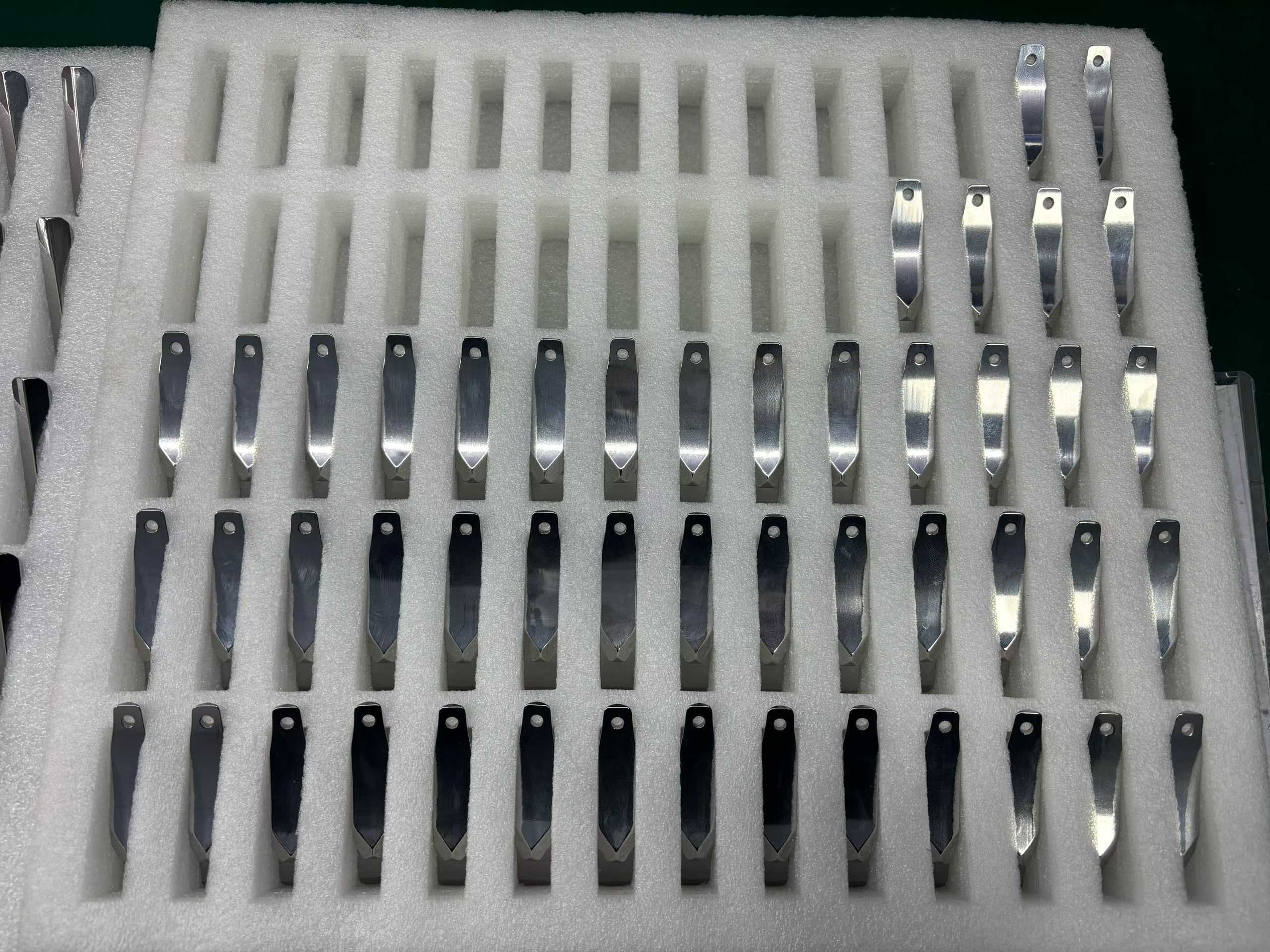
De slutligen levererade G-nyckelringsprototyperna från Tyskland har en spegelblank yta, delikat och högkvalitativ textur, som passar perfekt till märkets avancerade positionering och uppnår dubbel efterlevnad av "dimensionsnoggrannhet + ytstruktur", så att Tysklands kund G-teamet kan utföra efterföljande montering direkt utan sekundär omarbetning.


05 Kvalitetskontroll: Felfritt "tvångsmässigt" kvalitetskontrollsystem
Som en tillverkare med fokus på precisions-CNC-bearbetning och snabb prototypframställning ser Brightstar Prototype CNC Co., Ltd alltid kvalitetskontroll som sin kärnkompetens, har klarat ISO9001:2015 kvalitetsledningssystemcertifiering och byggt ett "fullprocess, full täckning, nolltolerans"-kvalitetskontrollsystem för högprecisionsprototyper, vilket också är vårt förtroende för att stabilt möta behoven hos högklassiga kunder som Tysklands kund G.
Vår kvalitetskontroll är inte slutprovsinspektion, utan genomgår hela processen för lagring av råvaror, bearbetning, malning, inspektion och förpackning: råmaterial inspekteras för material och planhet innan lagring för att förhindra att sämre råmaterial påverkar ytfinishen; Inspektionsposter sätts in för varje process i processen för att korrigera parametrar och kontrollera fel i tid; Slutproduktens steg genomför dubbel verifiering av "instrumentdetektering + manuell ominspektion", och endast när ytråhet, måttnoggrannhet och utseendefel alla är kvalificerade kan det anses kvalificerat; i förpackningslänken används särskild stöt- och dammtät förpackning för att undvika repor och stötar under transport, vilket säkerställer att färdiga produkter levereras till tysk kund G i perfekt skick.
Denna "besatta" kvalitetskontroll av "snarare omarbetning tidskrävande, aldrig kompromissa med kvaliteten" är inte bara ansvarig för kunderna, utan följer också branschens rykte. För högkvalitativa kunder som Tysklands kund G implementerar vi alltid standarder som är högre än kundernas krav, så att varje precisionsprototyp som levereras från fabriken kan bli en bonusprodukt för kundernas produkter.
06 leveransresultat: Spegelfinishens prestanda överträffar förväntningarna vida
Den framgångsrika leveransen av det tyska kundprojektet G-nyckelring har gett win-win-resultat och ytterligare fördjupat det ömsesidiga förtroendet mellan parterna. När det gäller kvalitet uppgraderade vi kundernas Ra0,8μm ytfinish till en spegelklassad nivå på Ra≤0,2μm, med ett minsta mätvärde på endast 0,066μm, och ytfinishens prestanda överträffade kundernas förväntningar vida utan utseendefel och med full textur; När det gäller leverans balanserade vi effektivitetsbehoven för snabb prototypframställning, slutförde leveransen av 250 färdiga produkter i tid under strikt kvalitetskontroll, utan förseningar och utan defekta produkter; När det gäller samarbete uppskattade Tysklands kund G mycket av processresultaten, och med yttersta ytkvalitet och en krävande serviceinställning har vi framgångsrikt blivit kärnleverantör av precisionsbearbetade prototyper för Tysklands kund G.
Detta fall bevisar också fullt ut att inom området precisionsbearbetning och snabb prototypframställning är den verkliga kärnkonkurrensen aldrig lågpriskonkurrens, utan teknisk styrka och kvalitetskontroll. Brightstar håller alltid sig till teknik som kärna och kvalitet som resultat, vilket hjälper exklusiva varumärken som Tysklands kund G att skapa mer konkurrenskraftiga produkter.
07 Branschens FAQ: Svar på kärnfrågor om precisionsytbearbetning
F1: Vad är skillnaden mellan Ra0.8 och Ra0.2 ytfinish? Vilka är skillnaderna i huvudsakliga tillämpningsscenarion?
S: Ra0.8μm är en industriell högprecisionsstandard, främst använd för konventionella precisionstillbehör; Ra0.2μm är en spegelstandard med känslig handkänsla och enhetlig reflektion, främst använd i avancerade konsumentvaror, optiska tillbehör, medicintekniska produkter och andra scenarier med höga krav på utseende och precision. Ra0.07μm som vi uppnådde för Tysklands kund G denna gång tillhör ultraprecisionsspegelkvalitet, med textur som är mycket bättre än konventionella högstandardprodukter.
F2: Kan små batcher av snabbprototyping stabilt uppnå ultraprecisions ytfinish?
S: Ja. Brightstar fokuserar på snabb prototypframställning och precisionsbearbetning i små batcher, och anpassar flexibla processer för småbeställningar. CNC-bearbetning + precisionsslipning kan utföras utan formöppning, och småbeställningar som Tysklands kund G:s 250 delar kan också stabilt uppfylla standarder och balansera effektivitet och kvalitet.
F3: Vilka är de centrala faktorerna som påverkar ytfinishen? Hur säkerställer man konsistens i satsen?
S: Kärnfaktorer inkluderar precisionen i processutrustningen, verktygsval, slipningsprocessen, kvalitetskontrollprocessen, materialegenskaper med mera. Vi säkerställer enhetlig ytbehandling och storlek på batchdelarna genom standardiserade processparametrar, skicklig teknikerhantering, fullständig processinspektion och noggrann instrumentmätning, vilket eliminerar skillnader i batcher.
F4: Hur kommer ert företag att hantera fel under handläggningen?
S: Vi implementerar noll-defekt-principen. Små fel som hittats i Tysklands kund-G-projekt kommer att omarbetas och göras om utan undantag, och vi kommer aldrig att framställa defekta produkter som bra. Det tillkommer ingen extra kostnad för hela omarbetningsprocessen förrän de färdiga produkterna fullt ut uppfyller kundkraven.
08 Våra kärnåtaganden och samarbetsinbjudan
1. Kompromissa aldrig med kvaliteten: Alla precisionsbearbetnings- och snabbprototypdelar implementeras i strikt enlighet med kundstandarder, med spårbar faktisk mätdata och ingen leverans om standarderna inte uppfylls;
2. Professionell teknisk support: Med många års djup bearbetning inom precisionsbearbetning har vi ett skickligt teknikerteam och avancerad bearbetningsutrustning, kapabel att uppnå ultraprecisionsytbearbetning på Ra0,05μm och uppåt;
3. Effektiv och snabb leverans: Anpassa sig till snabba prototypbehov, svara snabbt på små batchbeställningar, strikt kontrollera byggtiden och inte fördröja kundernas produktlansering;
4. Fullständig processuppmärksam service: En-till-en-projektdockning, tidig processoptimering, synkronisering av mellanlånga framsteg, sen eftermarknadssupport, bekymmersfritt samarbete under hela processen.
Om du, likt Tysklands kund G, har behov av precisions-CNC-bearbetning, snabb prototypframställning, småbatchanpassning av precisionsprototyper, särskilt strikta krav på ytgrovhet och dimensionsnoggrannhet, vänligen kontakta Brightstar Prototype CNC Co., Ltd. Vi erbjuder dig kostnadsfria processlösningar och exakta offerter, samt använder hård teknik och högsta kvalitet för att hjälpa dina produkter bygga upp kärnkonkurrenskraft och bli din pålitliga partner inom precisionsbearbetning.
Referenser
1. ISO 4287:1997, Geometriska produktspecifikationer (GPS) -- Ytstruktur: Profilmetoden -- Termer, definitioner och ytstrukturparametrar
2. 2024 Global Precision Machining Technology Review, trendanalys av efterfrågan på ytbehandling för precisionsbearbetning av högkvalitativa konsumentvaror