Att förstå ±0,005 mm bearbetningsförmåga: Vad det verkligen betyder i verklig CNC Product ion
För några månader sedan skickade en ingenjör från ett europeiskt automationsföretag oss en RFQ för en komplex aluminiumkomponent.
Vid första anblicken såg delen ganska standard ut. Materialet var 7075 aluminium, geometrin var inte särskilt komplicerad, och mängden var bara 50 delar för en pilotbyggnation.
Sedan öppnade vi ritningen, och en lapp fångade genast vår uppmärksamhet: ±0,005 mm — på flera viktiga detaljer genom hela delen.
Inte bara på ett lager-säte. Inte bara på en lokaliseringsfunktion. På en hel uppsättning funktioner som skulle avgöra hur monteringen fungerade.
Ingenjörens antagande var förståeligt. Om snävare toleranser är bättre, varför inte specificera ±0,005 mm på allt som är viktigt?
Detta är dock en av de vanligaste missförstånden vi ser i CNC-bearbetningsprojekt.
Verkligheten är att uppnå ±0,005 mm är möjligt, men om det är nödvändigt, ekonomiskt eller till och med fördelaktigt beror helt på delens funktion.
I den här artikeln kommer vi att förklara vad ±0,005 mm bearbetningskapacitet faktiskt innebär, var den verkligen behövs, vilka faktorer som avgör om den kan uppnås konsekvent och hur ingenjörer kan undvika onödiga tillverkningskostnader samtidigt som de uppfyller prestandakraven.
Skillnaden mellan "kan uppnå" och "kan upprätthålla"
En av de största missuppfattningarna inom precisionsbearbetning är att förväxla maskinkapacitet med produktionskapacitet.
Många CNC-leverantörer annonserar:
±0,01 mm — ±0,005 mm — till och med ±0,002 mm
Tekniskt sett kan dessa siffror vara möjliga att uppnå under idealiska förhållanden.
Men ingenjörer köper sällan en perfekt del.
De köper: 20 prototyper — 200 produktionsdelar — 2 000 årliga volymdelar.
Den verkliga frågan är inte: "Kan du bearbeta en funktion till ±0,005 mm?"
Den verkliga frågan är: "Kan du upprätthålla den toleransen konsekvent över varje del?"
Det är här många projekt blir utmanande.
Vi har sett situationer där en maskin kunde producera en perfekt första artikel, men dimensionsvariationer gradvis uppstod under produktionen på grund av verktygsslitage, termisk tillväxt, materialspänning eller fixturrörelse.
Av denna anledning fokuserar erfarna tillverkare mindre på toppnoggrannhet och mer på processstabilitet.
I produktionsmiljöer är konsekvens ofta mer värdefullt än att jaga det minsta möjliga antalet på en ritning.
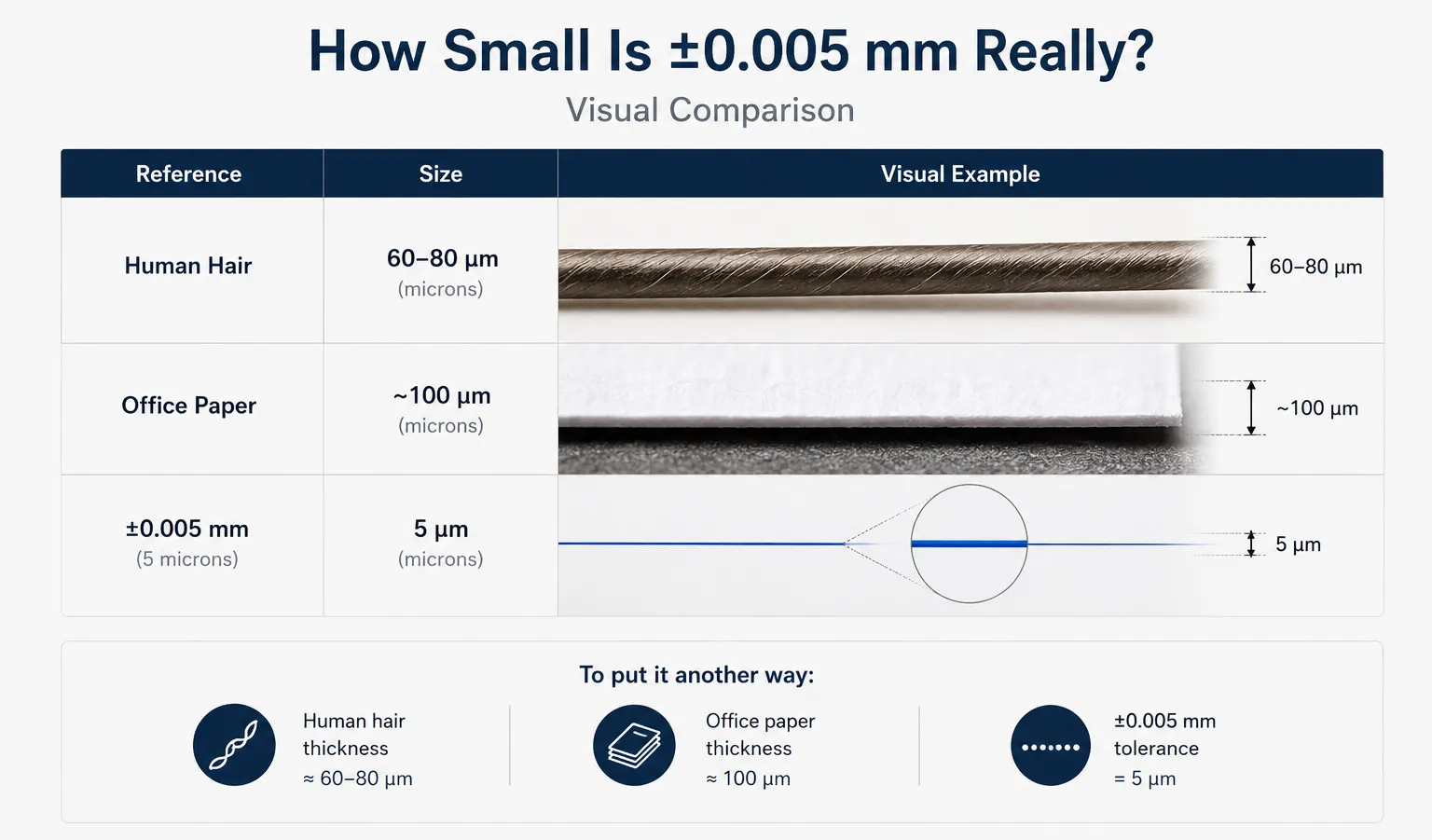
Hur liten är egentligen ±0,005 mm?
De flesta vet att ±0,005 mm är tajt.
Väldigt få visualiserar faktiskt hur trångt det är.
Ett människohår är vanligtvis omkring 60–80 mikrometer i diameter. ±0,005 mm motsvarar endast 5 mikrometer.
Det betyder att hela den tillåtna variationen är ungefär 1/10 till 1/20 av tjockleken på ett mänskligt hår.
| Referens | Ungefärlig storlek |
|---|---|
| Människohår | 60-80 μm |
| Kontorspapperstjocklek | 80-100 μm |
| ±0,005 mm tolerans | 5 μm |
När toleranserna når denna nivå handlar bearbetning inte längre bara om att skära material.
Maskintemperatur, spindelns skick, fixturstyvhet, verktygsslitage, mätosäkerhet och till och med omgivande verkstadstemperatur kan börja påverka resultatet.
Det är därför bearbetning med täta toleranser kräver ett komplett tillverkningssystem snarare än bara en avancerad CNC-maskin.
När är ±0,005 mm egentligen nödvändigt?
Enligt vår erfarenhet specificerar många ritningar ultrasnäva toleranser helt enkelt för att de kopierades från äldre konstruktioner.
Toleransen ser imponerande ut, men den bidrar kanske inte till produktens prestanda.
Till exempel gynnas en monteringsplatta sällan av en ±0,005 mm profiltolerans. Om måttet är 50,000 mm eller 50,015 mm spelar ofta ingen roll.
Å andra sidan kräver vissa funktioner verkligen denna nivå av kontroll.
Typiska exempel inkluderar:
Lageranpassningar
Precisionslokaliserande ytor
Optiska justeringskomponenter
Delar till halvledarutrustning
Positioneringsfunktioner för medicinteknisk utrustning
Högprecisionsrobotaggregat
Nyckelprincipen är enkel: Apply snäva toleranser endast där de påverkar funktionen.
Allt annat bör vara avslappnat när det är möjligt.
En väloptimerad ritning minskar ofta bearbetningskostnaderna utan att förändra produktens prestanda alls.
Varför snäva toleranser ökar kostnaden för CNC-bearbetning
En fråga vi ofta hör från inköpschefer är:
"Om din maskin kan uppnå ±0,005 mm, varför ökar priset så mycket jämfört med ±0,02 mm?"
Svaret är enkelt: Eftersom bearbetningskostnaden inte bestäms av maskinen själv. Det bestäms av processen som krävs för att uppnå resultatet konsekvent.
Föreställ dig två aluminiumkomponenter.
Del A kräver en tolerans på ±0,05 mm. Del B kräver ±0,005 mm.
Vid första anblicken verkar skillnaden bara vara 0,045 mm.
I verkligheten kan tillverkningsprocessen vara helt annorlunda.
För en standardtoleranskomponent kan en maskinist slutföra egenskapen i en enda finishoperation.
För en ±0,005 mm-funktion innebär processen ofta:
Ytterligare halvfinishoperationer
Reducerade skärparametrar
Mer frekvent verktygskompensation
Ytterligare mätningar under processen
Högre inspektionskrav
Ökad skrotrisk
Ju snävare tolerans, desto mindre är felmarginalen.
En dimension som är 0,006 mm överdimensionerad kan vara helt acceptabel på en ritning och helt avvisad på en annan.
Det är därför ingenjörer bör se tolerans som ett designverktyg snarare än en kvalitetsindikator.
En snävare tolerans ger inte automatiskt en bättre produkt. Det skapar helt enkelt ett striktare tillverkningskrav.
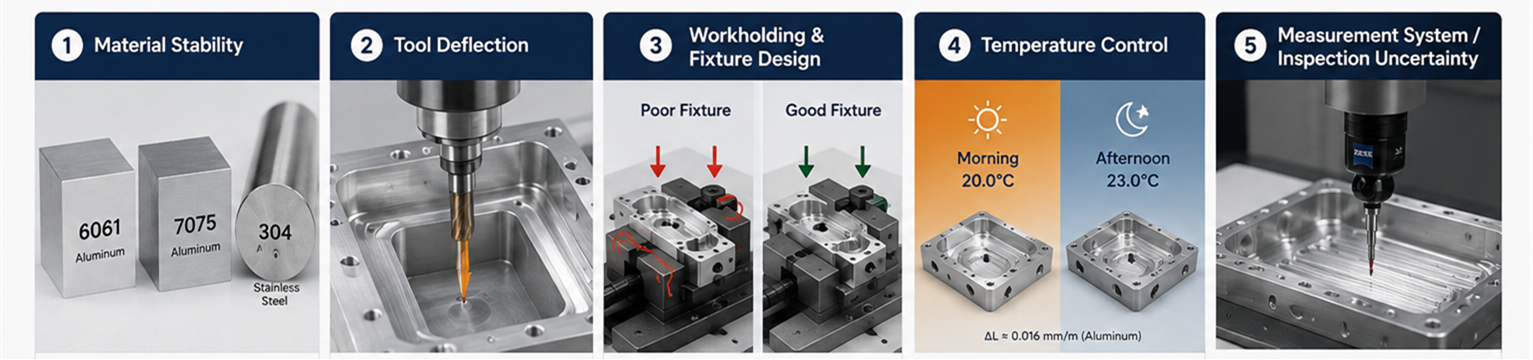
De fem faktorer som oftast påverkar precisions-CNC-bearbetning
Många antar att precisionsbearbetning bara beror på CNC-maskinen.
I verkligheten är maskinen bara en pusselbit.
1. Materialstabilitet
Alla material beter sig inte likadant under bearbetning.
Till exempel är 6061-aluminium generellt mycket stabilt och lätt att bearbeta. 7075-aluminium erbjuder högre styrka men kan generera större intern spänning, särskilt på stora flygkomponenter med betydande materialborttagning.
Rostfritt stål medför olika utmaningar. Värmegenerering, arbetshärdning och skärmotstånd ökar alla jämfört med aluminium.
Det är därför samma tolerans kan vara lätt att uppnå på ett material och mycket svårare på ett annat.
2. Verktygsavvikning
En av de största utmaningarna inom precisionsfräsning med CNC är verktygsböjning.
Överväg en djup ficka som bearbetas till ett aluminiumhölje. Ju djupare håligheten blir, desto längre måste skäraren sträcka sig från spindeln.
Även om maskinens positioneringsnoggrannhet är perfekt kan själva skärverktyget böja sig något under skärkraften.
På grunda formationer är denna effekt försumbar. På djupa håligheter kan det lätt påverka måttnoggrannhet och ytfinish.
Detta är en anledning till att erfarna CNC-ingenjörer ofta omdesignar verktygsbanor istället för att bara sakta ner maskinen.
3. Arbetshållning och armaturdesign
I många projekt avgör fixturen framgång mer än maskinen.
Vi bearbetade en gång en lätt strukturell aluminiumkomponent med över 80 % materialborttagning.
Den ursprungliga bearbetningsstrategin verkade korrekt. Måtten var acceptabla efter grovbearbetning.
Men efter att ha avslutat rörde sig delen konsekvent utanför toleransen.
Den grundläggande orsaken var inte maskinen. Problemet var spänning orsakad av fixturen.
Efter att ha omdesignat fixturen och ändrat bearbetningssekvensen förbättrades dimensionsstabiliteten dramatiskt.
Denna erfarenhet bekräftade en läxa som varje maskiningenjör så småningom lär sig: En precisionsmaskin kan inte kompensera för dåligt arbetsgrepp.
4. Temperaturkontroll
Vid snäva toleranser blir temperaturen förvånansvärt viktig.
Metall expanderar och drar ihop sig vid temperaturförändringar. En stor aluminiumkomponent som bearbetas på morgonen kanske inte beter sig exakt likadant som en som mäts sent på eftermiddagen.
För ultraprecisionsprojekt brukar tillverkare:
Stabilisera verkstadstemperaturen
All delar att vila innan inspektion
Kontrollmätmiljöer
Använd kalibrerad inspektionsutrustning
Dessa steg kan verka överdrivna, men de blir nödvändiga när toleranserna når mikronområdet.
5. Osäkerhet i mätsystem och inspektion
Vid ±0,005 mm blir själva inspektionsmetoden kritisk.
En CMM med ±0,002 mm osäkerhet förbrukar redan nästan halva toleransbandet. Utan en kontrollerad miljö, kalibrerad utrustning och beprövad GR&R verifierar du inte toleransen – du uppskattar den.
Därför måste inspektion vid arbete med strikta toleranser behandlas som en del av tillverkningsprocessen, inte som en eftertanke.
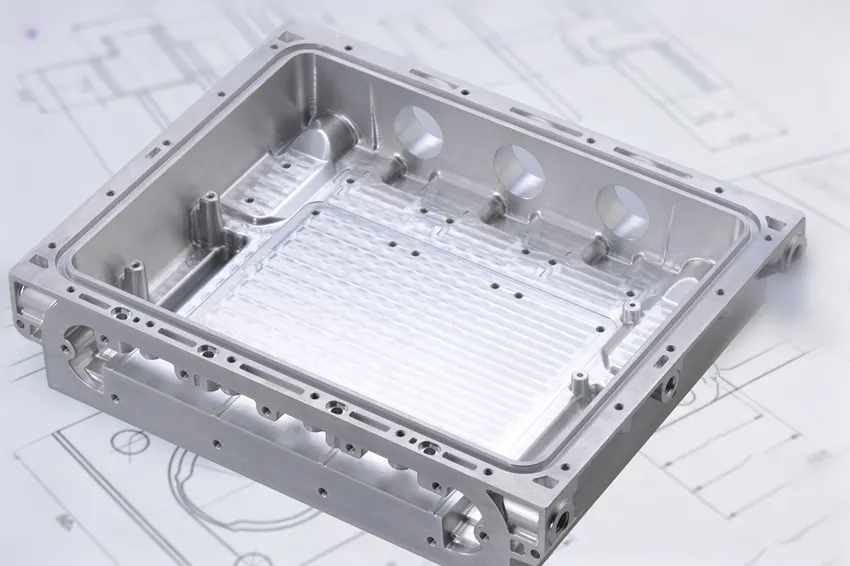
Ett verkligt exempel: Att uppnå ±0,005 mm på en komplex aluminiumkomponent
För ett tag sedan arbetade vi på en aluminiumkabinettsbas för automationsutrustning.
Den hade flera lokaliseringsfunktioner, djupa maskinerade fickor och täta positionsrelationer mellan funktionerna. Flera kritiska mått angavs vid ±0,005 mm.
Vid första anblicken kan man tro att utmaningen var att hålla det antalet på en enda funktion. Men i verklig produktion är det sällan den svåra delen.
Den verkliga utmaningen var denna: Delen krävde flera bearbetningsoperationer med omspännande. Varje gång du flyttar delen riskerar du att förlora positionsrelationen mellan funktionerna. På en del med ±0,005 mm positionskrav mellan djupa fickor och lokaliseringsytor ökar risken snabbt.
Detta är vad ±0,005 mm verkligen betyder i produktion — inte bara om en maskin kan nå ett visst tal, utan om processen klarar flera uppsättningar, stressavlastning, verktygsslitage och termiska förändringar.
Så här gjorde vi för att få det att fungera:
Istället för att gå direkt i mål lade vi till ett halvmålspass. Detta lät materialet slappna av innan det slutliga klippet.
Vi gjorde också dedikerade mjuka käkar så att varje del klämdes exakt likadant – ingen operatörs-gissning.
Vi balanserade materialborttagning under grovbearbetning genom att alternera snitt och undvika kraftig borttagning från ena sidan, vilket förhindrade skevhet när inre spänningar släpptes.
Och vi använde CMM för att verifiera inte bara individuella dimensioner, utan även positionsrelationer mellan operationer – med noggrann uppmärksamhet på mätosäkerhet och miljökontroll.
Den första omgången klarade sig. Viktigare är att när volymen ökade senare förblev processen stabil – inga överraskningar.
Och det är för mig vad det verkligen innebär att förstå ±0,005 mm-kapacitet:
Det handlar inte om huruvida du kan göra en bra roll. Det handlar om huruvida du kan göra nästa hundra på samma sätt, utan att kämpa emot processen varje gång.

Hur köpare bör utvärdera CNC-toleranspåståenden
Många CNC-leverantörer annonserar imponerande toleransvärden.
Innan du fattar ett leverantörsbeslut, överväg att fråga:
Vilka mått kan realistiskt uppnå ±0,005 mm?
Verifieras toleranskapaciteten av CMM-inspektion?
Är toleransen uppnåelig i produktion eller bara i prototypkvantiteter?
Vilka material ingår i det kapabilitetsanspråket?
Kan leverantören tillhandahålla inspektionsrapporter?
Dessa frågor avslöjar vanligtvis mer om en leverantörs faktiska kapacitet än själva toleranspåståendet.
En leverantör som öppet diskuterar processbegränsningar är ofta mer pålitlig än någon som lovar mikronnivå-noggrannhet i varje projekt.
Precisionsfräsning med CNC handlar om processkontroll
Den viktigaste slutsatsen är denna:
Precisionsbearbetning handlar inte om en enda maskin. Det handlar om att kontrollera hela tillverkningsprocessen.
Maskinkapacitet spelar roll. Verktygsval spelar roll. Armaturdesign spelar roll. Inspektionsfrågor. Ingenjörserfarenhet är viktigt.
När alla dessa element samverkar blir det reproducerbart att uppnå snäva toleranser snarare än oavsiktligt.
För branscher som medicintekniska produkter, robotik, halvledarutrustning, flygkomponenter och automationssystem är denna konsekvens det som i slutändan avgör produktkvalitet och produktionsframgång.
Behöver du hjälp med att utvärdera krav på snäva toleranser?
Många ritningar specificerar extremt snäva toleranser helt enkelt för att de kopierats från tidigare projekt eller interna standarder.
I vissa fall kan en lättnad på en icke-kritisk tolerans minska bearbetningskostnaden med 20–40 % utan att påverka produktens prestanda.
På Brightstar Prototype CNC Co., Ltd. granskar vårt ingenjörsteam regelbundet kundritningar för att identifiera:
Kritiska dimensioner
Tillverkningsrisker
Kostnadsreducerande möjligheter
Möjligheter till toleransoptimering
Oavsett om du behöver precisionsfräsning, 5-axlig CNC-bearbetning eller komplex tillverkning av aluminiumkomponenter, kan vi hjälpa dig att utvärdera din design innan produktionen börjar.
Ladda upp dina ritningar idag för en kostnadsfri granskning av tillverkningsbarhet och offert.
FAQ
Kan CNC-bearbetning verkligen uppnå ±0,005 mm?
Ja. Om denna tolerans kan uppnås konsekvent beror dock på material, geometri, maskinkapacitet, fixturering och inspektionsmetoder.
Behöver varje dimension ±0,005 mm?
Nej. Snäva toleranser bör endast tillämpas på egenskaper som direkt påverkar produktens funktion, montering eller prestanda.
Vilka material är bäst för högprecisionsbearbetning av CNC?
Aluminium 6061, Aluminum 7075, vissa rostfria stål och konstruktionsplaster som PEEK används ofta för precisionsbearbetning.
Är ±0,005 mm möjligt att uppnå i 5-axlig CNC-bearbetning?
Ja. I många komplexa delar kan 5-axlig CNC-bearbetning faktiskt förbättra dimensionsnoggrannheten genom att minska inställningar och minimera ackumulativa fel.
Hur kan jag avgöra om min teckning är övertolerant?
En tillverkningsöversikt från en erfaren leverantör av CNC-bearbetning kan hjälpa till att identifiera dimensioner som kan släppas utan att påverka produktens prestanda.
Ansvarsfriskrivning
Informationen i denna artikel är endast avsedd för allmän ingenjörs- och tillverkningsreferens. De faktiska uppnåeliga toleranserna kan variera beroende på delgeometri, materialegenskaper, maskinskick, inspektionskrav och produktionsmiljö. Projektspecifika rekommendationer bör alltid granskas med kvalificerade tillverkningsingenjörer.